- ������ѹ���ģ�ͼӹ������о�
- ���ߣ��������ֻ�����˾-�¾� ��𣺼������� ���ڣ�2017/12/13 14:48:42 ���ʣ�5697
������ѹ���ģ�ͼӹ������о�
�¾�
���������ֻ�����˾���Ĵ�������618000��
ժҪ��X600B-021111Bģ��Ϊ600MW�����ٽ����ֻ�����ѹ���ģ�͡�ģ�����γߴ�ܿڶ����߸��ӡ���ͳ������ʽģ���������Ա�֤��ģ���������ڳ������Ľ�Ϲ�˾�����������ؼӹ��豸�����ģ�ͽṹ�ص㣬ͨ���������ά��ģ�����Ƽӹ�����·�ߣ����VERICUT���������Ż������ӹ���ȷ����X600B-021111B����ѹ���ģ�͵�����һ�γɹ���Ϊ��˾���ڸ���ѹ���ģ�͵����������˱���ľ��顣
�ؼ��ʣ�����ѹ���ģ���� ��ά��ģ��� �ӹ�����·�� VERICUTģ���Ż�
ǰ��
�������ֻ������ķ�չ�����ʻ������Ϊ�����������ʻ������������ٽ硢�����ٽ緢չ[1] �����Ż��鹦��������ѹ��׳ߴ���֮��������ṹҲ��ø��ӣ�����ģ�������Ѷ�����֮��ߡ��˴�������600MW����ѹ������������㽭��Ŀ�������ҹ�˾��̨60��ǧ�߸�����������õĹؼ��㲿����Ҳ�ǹ�˾�״ν�������ѹ���ģ�Ͳ�����������������ϵͳ�ӹ�������ֻ�ӹ�������ѹ�ȸȽ�Сģ�ͣ���ģ��������������ֱ��Ӱ�����Ŀ���ּ��IJ������Թ�˾��60��ǧ��������г��ϵĵ�λ������Զ��Ӱ�죬ͬʱҲΪ��˾�ں����д������ֻ��������ģ�͵����ԡ����ټ���ϸ������̽���µĹ���·�ߡ�
����ѹ���ģ�������ߴ�ߴ�Ҫ��ߣ���������������λ�����ܴ�����״���ߴ�ƫ������Ѷȴ�����ͳ�ֹ�������ʽ��ȫ��������������ģ�͵�Ҫ���������ֻ������г���չǰ�������д����������ӽӵ�����������ļӿ죬������Ҫ��˾��ģ�����������µ�˼·���µĹ���·�ߡ����Ľ�Ϲ�˾���л����豸�������������ֻ����ģ�͵Ŀ��ٸ�Ч��ϸ�������������ء�
1.����ѹ���ģ���Ѷȷ���
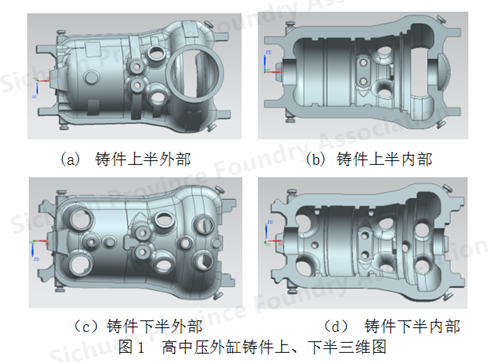
����ѹ���������Ϊ�������룬��������ߴ��Ϊ��6360mm��3839mm��1975mm�������ṹ��Բ�����塢����ѹ�������ܡ��з��淨����֧�ŷ����ȹ��ɡ������ϡ��°�ṹͼ��ͼ1��ʾ�����������ṹ��������ģ�͵������ѵ����£�
��1��ģ�����γߴ������˾�����豸���ӹ��г̣���������ӹ�����Ҫ��ģ�Ͳ�ֻ�飬�����ӹ�����װ�����ӹ�һ����Ҫ��ߣ����Ӽӹ���λ�Ѷȡ�
��2������������������࣬������С�������������Ӵ�������Բ�����ɡ���˾���мӹ����ߵ���̣�������ͬ������260mm���ң�������ͷ�ߴ��500*500�����壩���ӹ��л�������������巢�����档
��3����ѹ��������������������ľ���н�Ϊ30����������⻬���ɣ����λ������ȷ����
��4�������ϡ��°����ѹ������λ�ü��ߴ���ͬ��Ϊ���������ɱ���ģ����Ҫ���ϡ��°���ã���ģ��ļӹ�һ����Ҫ��ܸߡ�
��5��ģ����ά��ģ�迼�������ļӹ�����������������ģб�ȡ������Լ����ߵȣ��ߴ绻�㸴�ӣ������R���γ����ཻ���棬��������ʵ�塣
��6��ģ����ģ�з��淨����ģб�������߶ȷ��������ͬ����ά��ģ���ӡ�
2����ά��ģ�����ӹ�����·��
2.1��ģ����ѡ������ģ˼·
�ڴ˴�ģ�͵���ά��ģ�У�ѡ����Pro/E[2]������������Ϊȫ��������ģ�����гߴ����������ڵײ���Ƶ��ŵ㣬�����֮�ɹ��Ϊ“��ģ���ijߴ緽��”�����������������ص㣺����άģ������һ����ߴ�������ߴ��Զ���������߽�ģЧ�ʣ�ǿ������潨ģ����ɿ��ٹ���ģ���������������з��淨���Ķ�ά��б����������һ�ι�����
ģ�͵���ά��ģ����ģ�ͼӹ����ա�����������������ģб�ȼ��������������˹����㣬��������������άģ�͵ijߴ���к˶ԣ��ɱ�����άģ�ͳߴ������߽�ģЧ�ʡ�ģ����Բ�������������û�����Ƭ�����˼·��ģ���������ʺã�������Ȼ��
2.2��ģ�з���������ά����ģб����������
��ģ�з��淨���س��ȼ������������ж��б��������ά��ģ�е����ѵ�֮һ����ͼ��
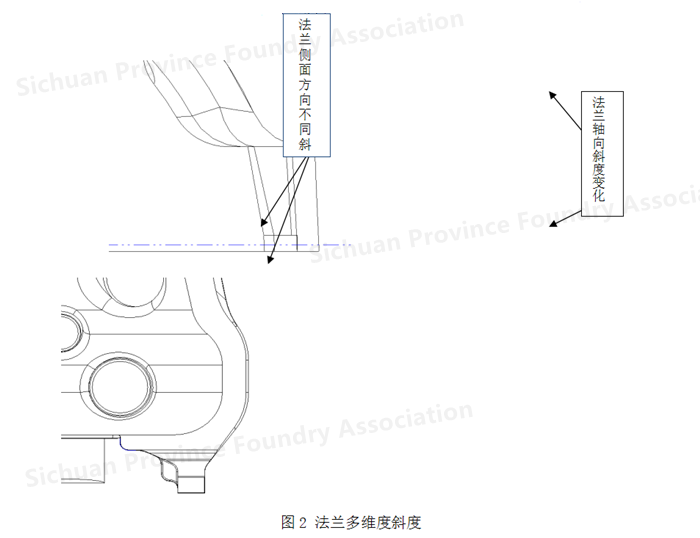
����б��Ϊ��ά�ռ�б�ȣ����ð�ģ�������������深���׳������Ƚ���������������ߴ磬�ñ߽����г�[3]����һ���г���ά�ȷ���б�ȣ�������ͼֽҪ�������£�
��1�����з��淨������б�ȸ��߶ȷ���ģ���ջ��Ʊ߽��ߣ��߽����뷨���������߷������Ρ���ͼ��(a)
��2�����Ʊ߽��߸߶ȷ����ཻ��2(b)
![]()
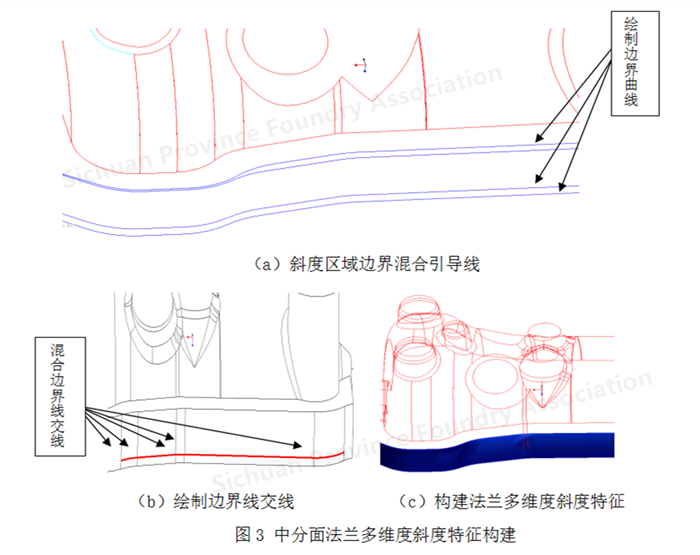
��4���ù����Ķ�ά�����������г������������ಿ�֣��õ�ģ�ͷ������������档
2.3ģ�Ͳ��
ģ�Ͳ�������������⣺
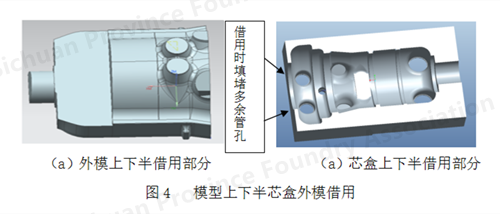
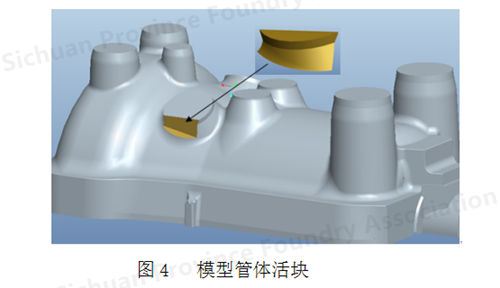
(1)ģ�������°���ò���ģ�ͣ���ͼ4��a����ģ���°���ã���b��о�����°���á�
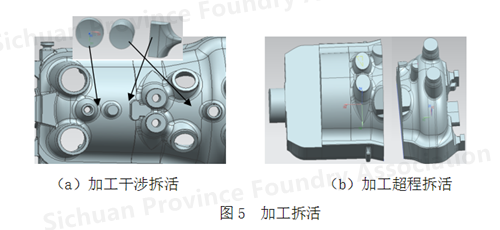
(2)Ӱ����ģ���ֵ������û�顣��ͼ5
(3)����ӹ������г̳��ޣ�������ģ�ͼӹ����棬��ģ�Ͳ���ͼ5��
2.4.�ӹ�����·��
�����ļӹ�����·�߽����ģ����λ�ߴ���ƣ������װ���㣬�ӹ��Ѷ�С�������������£�
��1�� �ӹ�ģ�ͼ����Ļ��潨��ģ�ͼӹ�������
��2�� ��ģ���ս����°�ר�û����ͨ�û����װ��ӹ�����ģ�����γߴ硣
��3�� ���Ӽ�������嵥���ӹ������ټӹ��Ѷȡ���ģ�ӹ�����·�ߣ�
2.5.�ӹ�����
ģ�ͼӹ���Ϊ��ϳ�;�ϳ����ϳʱ����10mm�����ٶ�ΪF5000����ϳʱ����2mm�����ٶ�F12000��������ģ�ͱ���ӹ�ͣ��ʱ��̣�����dz��ģ�ͱ���ֲڶȴﵽRZ1.6���������ģ�ͱ���������
�����ӹ���ʽΪ����ӹ������������Ḵ�ӵĿռ���ѡ�˶���Ϊ��ֱ���˶�����Լģ�ͼӹ�ʱ��50%���ϡ�
3.�Ż���·����������
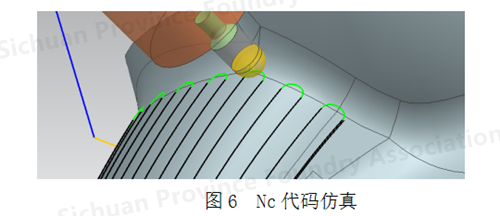
ģ���������ػ����ӹ�ǰ�����NC�����ļ���VERICUT�������з���ӹ�����֤��·�ļ�ת��Ϊ������ִ��NC�����Ƿ���ȷ��ֱ�ۼ�����������ģ�ͼӹ�����������Ե��ӹ�·�߽����Ż�����ͼ6��
4.ģ����װ��������ע���
����ģ��о����ģ�ӹ�����ʱ12�죨��ȥģ��ë������ʱ�䣩���������ģ������ʱ�䣬�����˹�˾������Ҫ��ģ����װ�����γߴ����ģ����Ҫ����ͼ7��ʾ��

5.����
(1) ���ù�˾�����豸������˸���ѹ���ģ�ͳߴ���������ѵ����⡣
(2)�������ý�ģ���������ٽ���ģ�͵ĸ��ӹ������棬����ֱ�۵Ŀ���ģ�͵IJ��ӹ����ѵ㣬���ƺ����ӹ��������̼��ӹ����ԣ�ȷ����ģ��һ�κϸ�
(3) ����VERICUT�����ӹ������ܼ������ļӹ����ޣ���֤�ӹ�������ȷ�ͣ��Ż����ӹ�·�ߣ��������ģ�ͼӹ�Ч�ʣ�ȥ��ģ�ͼӹ��ֳ���֤�ȴ�ʱ�䡣
(4)�ӹ����������ƹ㵽��˾600MW�����ϵȼ�����ѹ���ģ�͵������ϡ�ģ���������ڶ̡��ߴ�ɿء�����װ��Ϊ�����������ṩ�˱��ϡ�
��5��ģ��Ƥ����ȣ���Լ������ˮ�������˹����ù��ɱ���������Ч��Ϊ��˾���������豸������������ģ�͵춨�˻�����
�ο����ף�
[1] �����£�����.���ٽ����ֻ������������ڷ����켼���о�[J]. �����������ۣ�2008, 22(86): 10-13.
[2] ��ӽ÷��. ��Pro/ENGINEER Wildfire4.0���İ��е��ư����̡̳�. �廪��ѧ������, 2009.05������
[3] �ų�Ӣ��л����.�����ر�̼�����.��ѧ��ҵ������.2004.01
 ���������� 51010602001848��
���������� 51010602001848��